

Technical Resources
Case Study
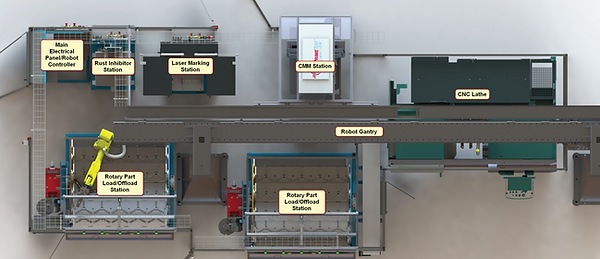
Robotic Machine Tending and Marking System

When a customer that produces specialized machine components involving hundreds of part numbers was looking for a way to streamline their process, they approached PrimeTest® Automation to analyze their current production process and develop an automated solution that would help them produce their components with more speed and accuracy.
Their current process had consisted of a part traveling through a batch process involving machining, CMM measurement, and laser marking. Additionally, a rust inhibiting coating was applied to some of the parts when needed. Stations were manned by operators handling parts to load them in and out of each process. That type of mass producing, with operators handling parts multiple times throughout the process, is not only inefficient but carries a higher risk of human error.
Some of the parts are difficult to move (weighing up to 20KG each) but the bigger issue is that there are hundreds of parts, each with their own part number, increasing the opportunity for errors along the way. The operators were also responsible for reading the work orders and selecting the proper programs for the inspection, marking and machining, further increasing the likelihood of mistakes and lost revenue.
Overall, the process was inefficient and needed to be updated with modern production techniques. They looked to PrimeTest® Automation as an experienced systems integrator to implement part handling and inspection processes using components such as a state-of-the-art CNC Machine station, as well as advanced CMM Inspection station technology.
The Solution
The customer needed two different automated systems; one that would handle lightweight plastic parts and another to handle heavier metal parts. Using our combined experience with robotics, CNC machining, and CMMs, we set out to develop a more efficient, automated process for our client.
Upon initial analysis, it was determined that with an average machining time of 3 to 5 minutes, a single robot with adequate reach could transfer parts between all the processes of each system. Two options were considered; a large stationary robot with a long-range of motion, or a smaller robot on a linear track. Due to space concerns, the second option was the favorable solution.
Utilizing an inverted FANUC robot attached to a Güdel overhead rail system we successfully reduce labor and optimize space. Each robot moves in a linear fashion to transfer products throughout the cells. However, moving the parts efficiently between cells only solves half of the problem. The process needs a reliable way to handle and keep track of hundreds of parts.
To solve that, we designed a set of end-of-arm tools that would each handle multiple parts, along with ATI Tool Changers that enable the robot to change tools automatically to match the specific part to be run.
Next, we integrated a Bar Code Scanning subsystem that reads an order number identifying a set of parts to be processed by the machine. A query to a SQL database using the order number returns part-specific information and the required CNC machining program.
We also developed two different custom, flexible part delivery subsystems; one for plastic parts and the other for metal parts. Each is capable of handling parts of various sizes and allows for loading and unloading without machine stoppage. In addition, the delivery systems’ large capacity allows for over 8 hours of runtime without tending.
An in-line automated CMM quality control process is incorporated into the system to measure parts after machining. The measurement provides immediate closed-loop feedback, allowing for the calculation of offsets in real-time to compensate for tool wear, reducing the risk of parts being machined out of tolerance. The new process of checking measurements of each piece is much more efficient than the previous batch process, resulting in a reduction of wasted parts.
The automated systems we built feature a DMG MORI CNC lathe, Hexagon CMM, Keyence thickness gauging system, a Telesis laser marking station, National Instruments cRIO-9040 CompactRIO controller, and a touchscreen PC running a custom HMI application developed by PrimeTest® Automation using National Instruments LabVIEW.

The Results
This solution helped our customer improve the quality of their work through reduced out-of-tolerance part production, repeatable placement of parts in each process, and improved machining analysis from data collection. They were also able to reduce costs by minimizing part handling, programing, floor space requirements, and changeover labor. In addition to increasing their production capacity the ability to produce single parts reduces their inventory requirements.
The project was a great success. PrimeTest was originally contracted for only the two assembly systems. However, while these systems were being built the customer was so impressed with our innovative solution and project management that they ordered two additional systems before completion of the original order.
To learn more about PrimeTest's® robotics experience and how we can help you develop a custom integrated system, visit our robotics page or